去年在加工定制的笔记本时遇到铁圈装笔记本内芯打孔的问题.
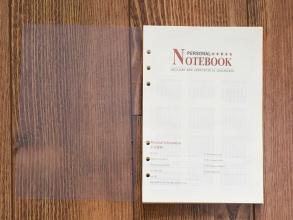 加工这种笔记本的内芯通常会用冲床来冲这6孔,但是客户的笔记本用的铁圈及内芯想参考韩国企业的标准制作,具体要求是孔径4.5mm,6孔依照铁圈排列.
加工这种笔记本的内芯通常会用冲床来冲这6孔,但是客户的笔记本用的铁圈及内芯想参考韩国企业的标准制作,具体要求是孔径4.5mm,6孔依照铁圈排列.
看似简单的要求,在执行过程中却遇到不少问题.首先,打孔要用到 冲床,而访了几家上海的厂家,打孔的孔径都是6mm的,比4.5mm的孔大了许多,客户不认可.所以第一批货,打孔使用的”模切”的工艺,做了一模刀模,一张一张纸模切出客户要的孔径与孔距.但这样操作,衍生出大量的手工工作,手工穿孔,手工配页,效率很低,成本很高.最关键,是用模切得到的内芯的边缘是毛毛的,因为模切的刀不如大型切纸刀锋利,品相不好看.
冲床,而访了几家上海的厂家,打孔的孔径都是6mm的,比4.5mm的孔大了许多,客户不认可.所以第一批货,打孔使用的”模切”的工艺,做了一模刀模,一张一张纸模切出客户要的孔径与孔距.但这样操作,衍生出大量的手工工作,手工穿孔,手工配页,效率很低,成本很高.最关键,是用模切得到的内芯的边缘是毛毛的,因为模切的刀不如大型切纸刀锋利,品相不好看.
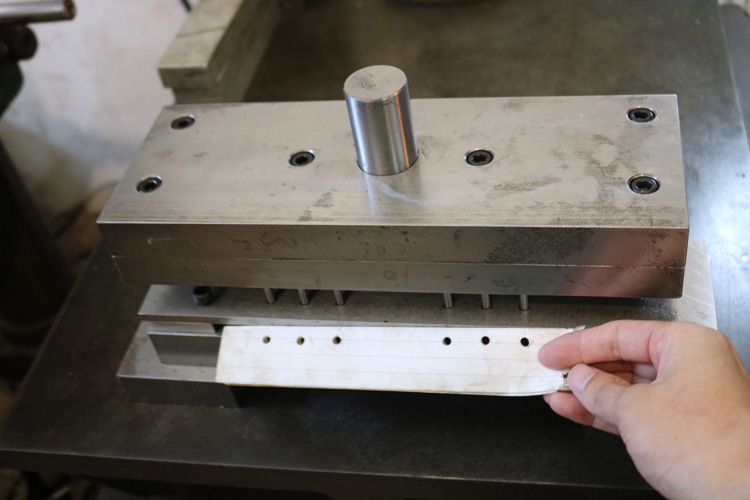
所以,今年,我早早地定制了一副冲床的模具,4.5mm的孔径及对应的6孔间距.如图.
用冲床冲孔,可以利用拼书版的优势,折页时即配好了页,一叠一叠地冲孔,圆孔纸屑直接冲下.节省了一道手工穿孔的工序.内芯的边缘也可以用大型切纸机直接切出光滑的边.好处很多,就是模具会有一次的投入.如图片所求模3100元.