“食不厌精,脍不厌细”,其实这成语也适用刀模的制作。刀不厌精细。

最近在处理一个瓦楞的盒子,E瓦。
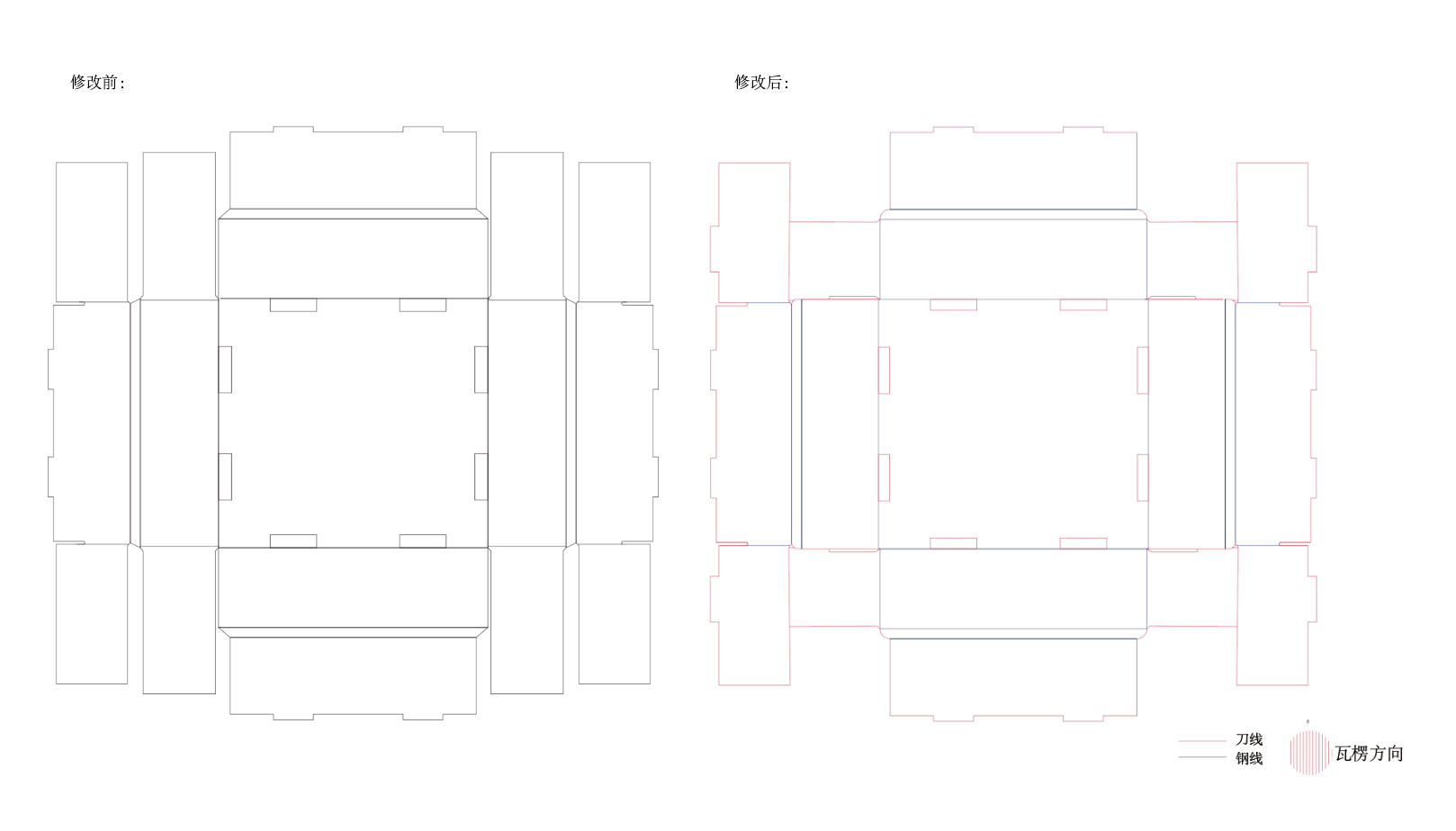
上面是盒身的刀模,常规而言上面这样画刀模已经够了。盒子已经成型了。但这是比较粗放的成型,比如盒子的起墙并不服帖,四个角露出缝隙。
因为这是礼盒,所以我们需要进一步细致地改进结构。
我做了五方面的改进,
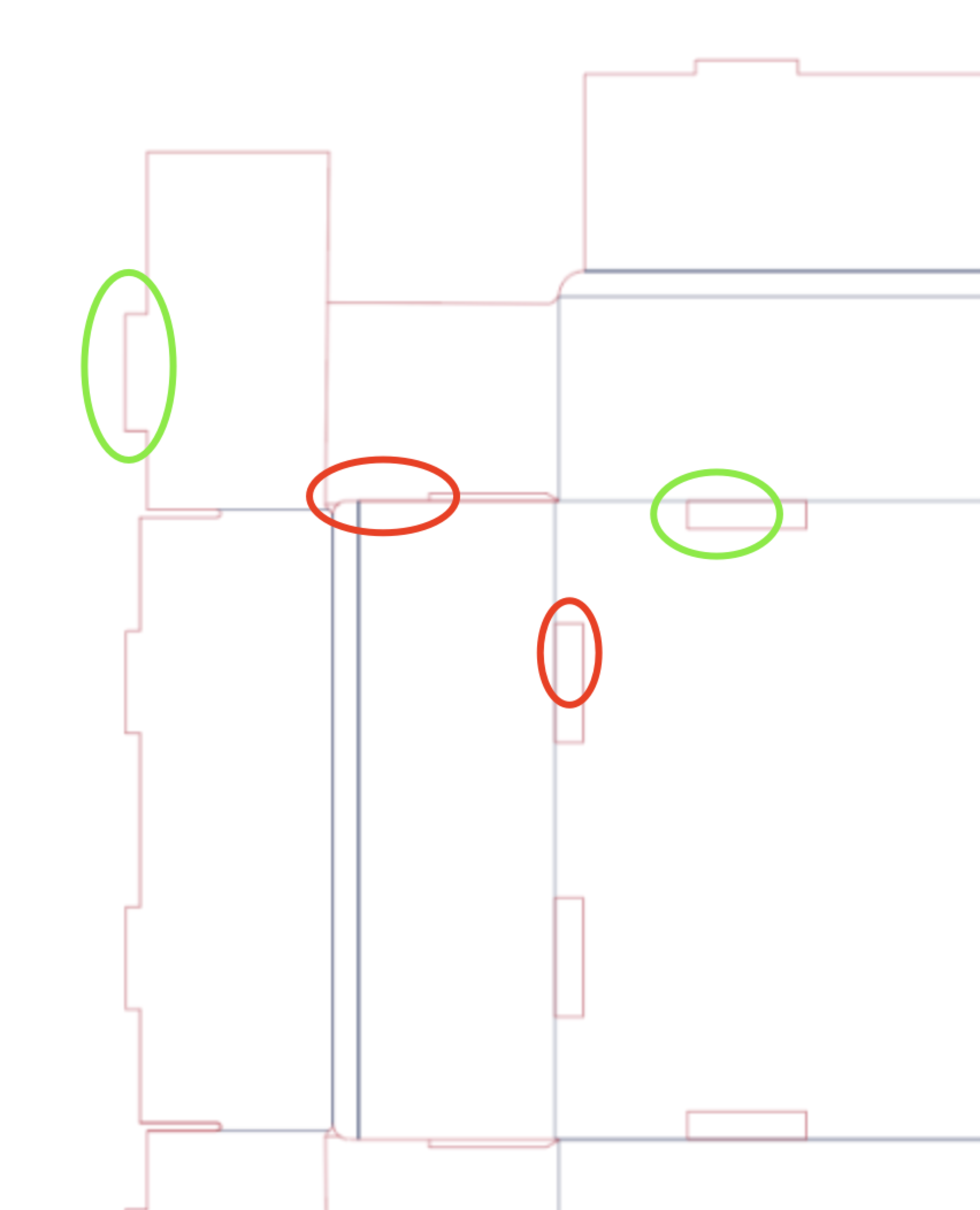
- 将起墙内的插舌换作两个方向的插入(原来是插在同一方向)。这点比较重要。利于后面零件借力,利于平衡分力,利于增加向心锁力。
- 调整起墙的高度,使紧挨两侧的起墙,一侧高,一侧低(而不是原来两侧起墙顶在一个平面),在缝隙处增加圆弧。这样在起墙的顶的堆叠处形成了两个相向的弧度。
- 在插舌的上方的远端做了1.5mm的抬起,这样让插舌顶住起墙顶面,即向起墙顶面借力,增加合拢的力度。
- 在插舌的下方,就着起墙的缺口,制作插舌的探脚卡入缺口,有意让探脚住缝隙近端方向靠,即向下方缺口借力,增加合拢的力度。
- 规定瓦楞的丝流方向。(这点可能没什么太大作用,但有些场合还是很有作用的。)
上面措施中,第一点,第二点是最关键,最管用的。其他的措施都是在借力打力,以增加合拢力。
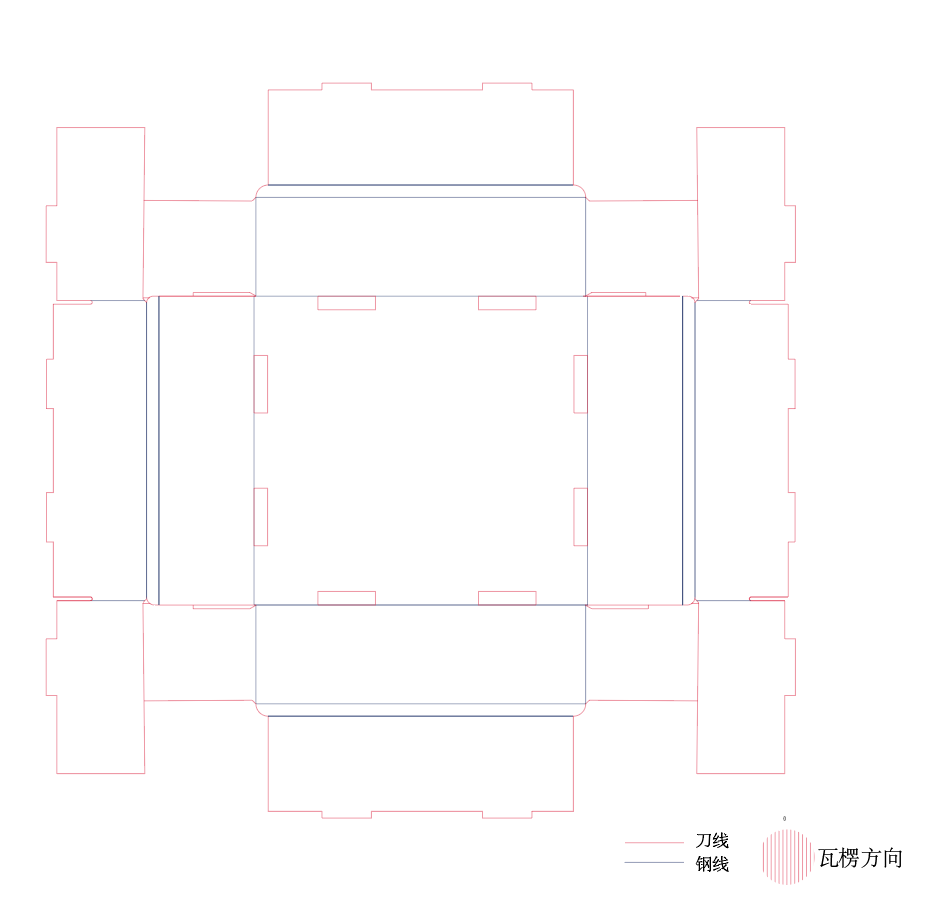
修改后的刀模如下:
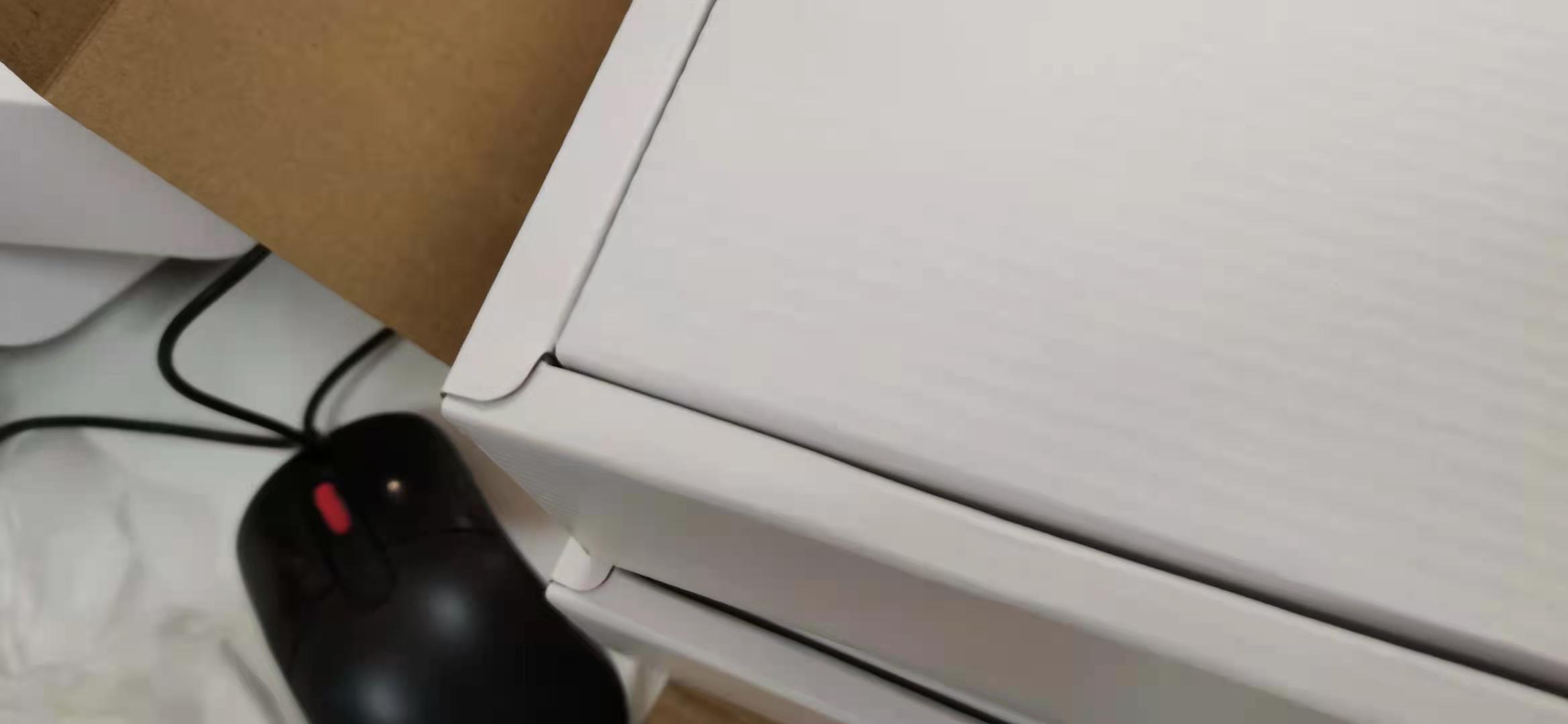
实际成型效果如下:
两刀模放在一起比较更清晰点。